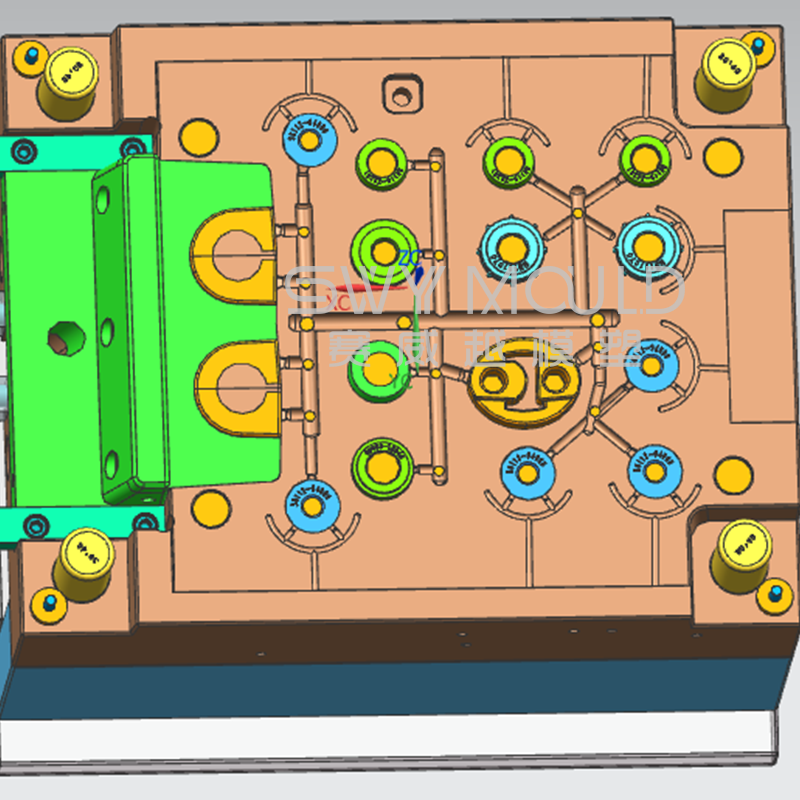
Puntos de atención de este molde de inyección de buje de cremallera de dirección de automóvil de TPU durante la producción
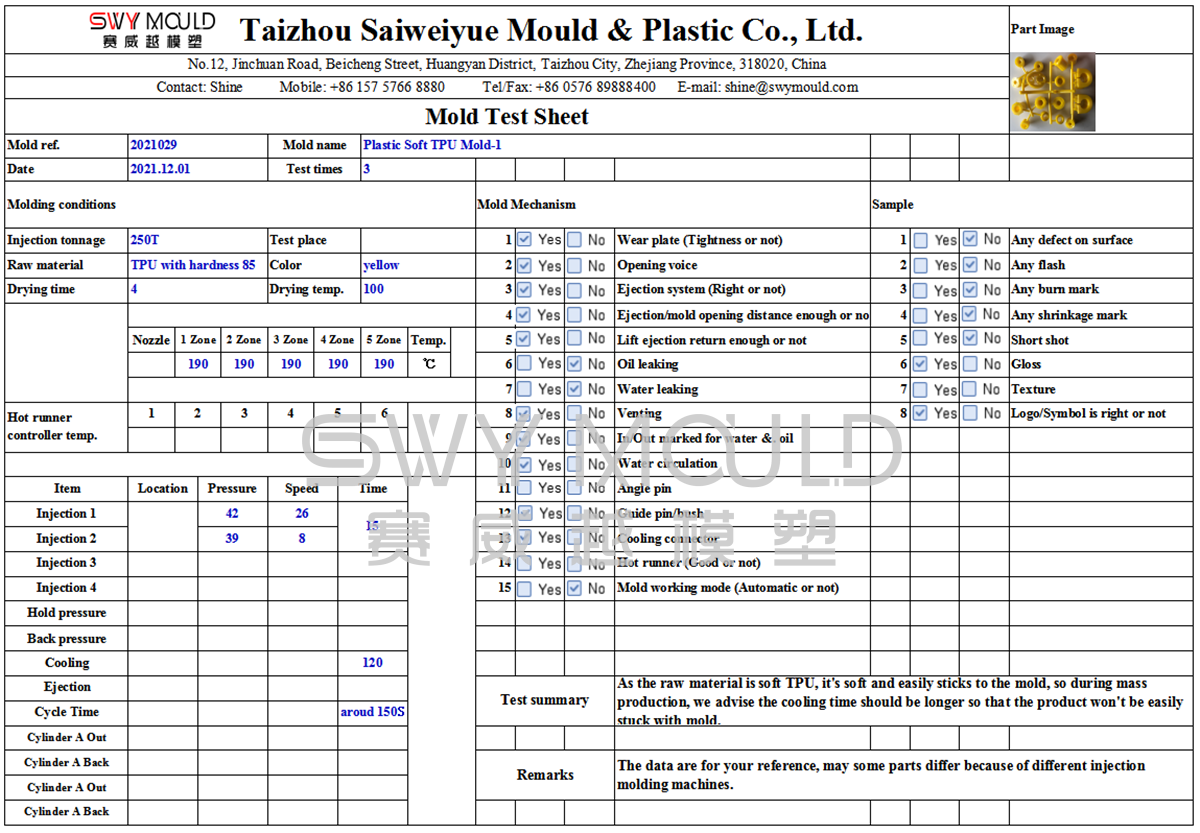
Como la materia prima es TPU suave, es suave y se adhiere fácilmente al molde, por lo que durante la producción en masa, SWY MOLD advierte que el tiempo de enfriamiento debe ser más largo para que el producto no se pegue fácilmente con el molde.
Para cada molde, SWY enviará a nuestros clientes la hoja de prueba del molde como referencia. Registramos todos los datos durante la prueba del molde, como la presión de inyección, la velocidad de inyección, el tiempo de enfriamiento, etc. Más tarde, antes del envío del molde, llenaremos el siguiente cuadro, lo imprimiremos y lo enviaremos con el molde.
Más adelante, si nuestros clientes tienen algún problema con la producción de moldes, es muy bienvenido en contacto con nosotros.
Maneras de resolver la barra de TPU en el molde de inyección
A veces, los clientes no son profesionales en la configuración de los parámetros de la máquina, y existe la forma más fácil: imprimir el agente desmoldante. Antes de cada toma, imprima algunos agentes y luego cierre el molde y la inyección.
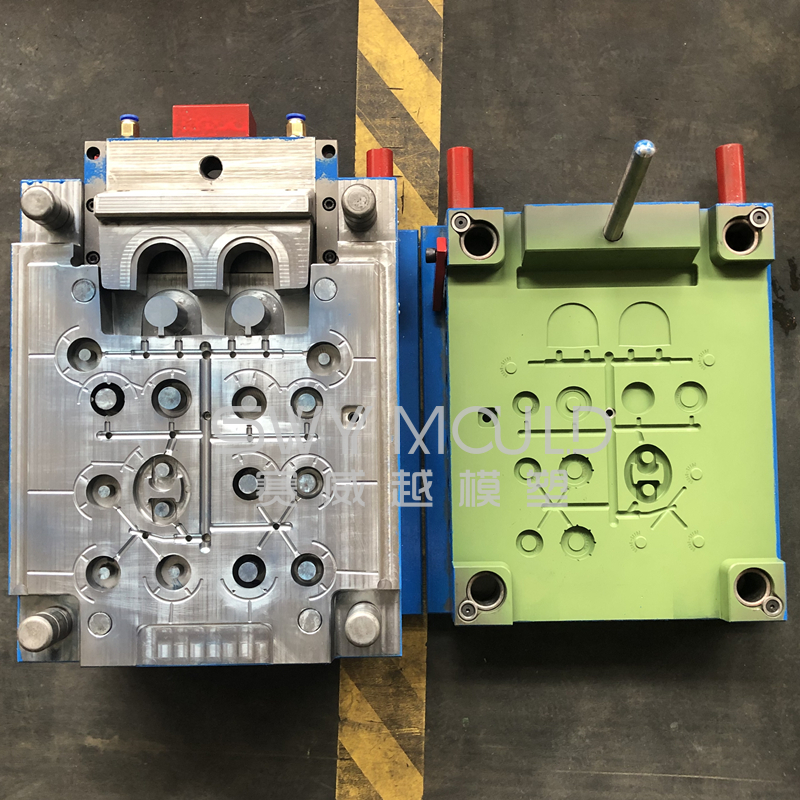
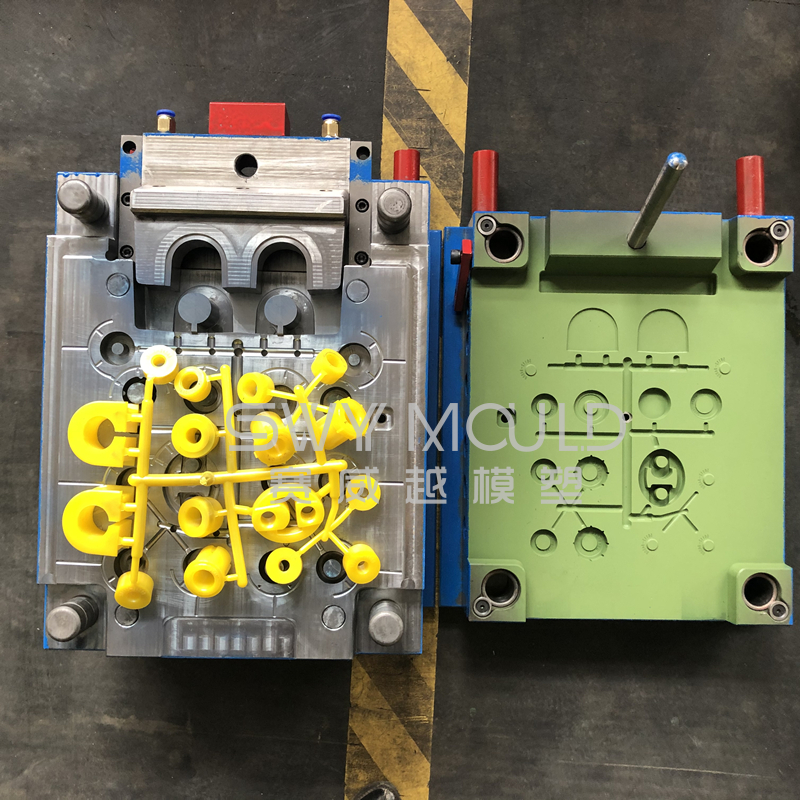
Otra forma es tratar con teflón. Teflón es el nombre del politetrafluoroetileno (PTFE). Los moldes recubiertos de PTFE son un enfoque innovador que ayuda a desmoldar fácilmente el artículo moldeado. La superficie interior de los moldes recubiertos de PTFE es lisa y permite que el artículo se moldee con más precisión en cuanto a diseño y requisitos dimensionales. Además, las grietas debidas a las irregularidades en la superficie del molde se eliminan de inmediato con el revestimiento de PTFE. La reactividad química insignificante del revestimiento protege al molde de la corrosión que se produce debido al uso continuo con diferentes tipos de materiales.
Principalmente de color gris, el recubrimiento puede ser de color negro, verde, rojo o varios otros colores según las especificaciones transmitidas al fabricante. Como puede ver nuestro molde, es verde y se diferencia de otros moldes. Se trata a alta temperatura y máquinas especiales. No importa cuántas tomas haya realizado, el material de TPU no se pegará al molde. Es la forma más eficaz de producción en masa.
Los puntos necesitan la atención del diseño del molde de TPU.
1. Contracción de las piezas moldeadas de TPU
La contracción se ve afectada por la dureza, el grosor, la forma, la temperatura de formación, la temperatura de la matriz y otras condiciones de formación. Normalmente, el rango de contracción es de 0,005-0,020 cm / cm. Por ejemplo, una muestra rectangular de 100 × 10 × 2 mm se contrae en la dirección de la longitud y el flujo del bebedero, y la dureza de 75A es 2-3 veces mayor que la de 60D. La dureza y el grosor del TPU afectarán la tasa de contracción. Cuando la dureza del TPU está entre 78A y 90A, la contracción disminuye con el aumento de espesor. Cuando la dureza está entre 95A y 74D, la tasa de contracción aumenta ligeramente con el aumento del espesor.
2. Buen paso de flujo y ranura fría
El paso de flujo principal es la parte del paso de flujo que conecta la boquilla del inyector con el paso de flujo o cavidad en el molde. El diámetro debe agrandarse hacia adentro en un ángulo superior a 20 para facilitar la eliminación de la vegetación del canal. El canal de derivación es un canal que conecta el canal principal y cada cavidad en el molde de múltiples ranuras. La disposición del canal en el molde será simétrica y equidistante. Los canales de flujo pueden ser redondos, semicirculares o rectangulares, con un diámetro de 6-9 mm. Las superficies de los canales deben pulirse como cavidades para reducir la resistencia al flujo y proporcionar un llenado más rápido.
Un pozo frío es un espacio vacío al final de la corriente principal (corredor de extensión) que se utiliza para capturar el material frío generado entre las dos ranuras de inyección al final de la boquilla para evitar que el corredor de derivación o la compuerta ingresen y sean bloqueados por el material frío. Cuando el material frío se mezcla en la cavidad del molde, es fácil que se produzca la tensión interna del producto. El agujero frío tiene 8-10 mm de diámetro y aproximadamente 6 mm de longitud.
3. Puerta y ventilación
La puerta es el corredor que conecta el corredor principal o de derivación a la cavidad. Su área de sección transversal suele ser más pequeña que el paso del corredor, que es la parte más pequeña del sistema de corredor, y su longitud debe ser corta. La puerta es de forma rectangular o redonda, y el tamaño aumenta con el grosor del producto. El grosor del producto es inferior a 4 mm y el diámetro es de 1 mm; el bebedero tendrá un grosor de 4-8 mm y un diámetro de 1,4 mm. El grosor de la puerta es superior a 8 mm y el diámetro es de 2,0-2,7 mm. La posición de la puerta generalmente se selecciona en la parte más gruesa del producto, que no se ve afectada por la apariencia y el uso y está en ángulos rectos con el molde para evitar que se contraiga y evite la formación de espirales.
Un respiradero es una salida de aire ranurada que se abre en el molde para evitar que el material fundido ingrese al molde en el gas y drene el gas de la cavidad del molde. De lo contrario, el producto puede tener poros, mala fusión, llenado insuficiente o trampa de gas, o incluso quemarse debido a la alta temperatura causada por la compresión del aire, lo que resulta en estrés interno del producto. La salida se puede ajustar al final del flujo de masa fundida en la cavidad del molde o en la línea de separación del molde de plástico con una profundidad de 0,15 mm y un ancho de 6 mm.
Es necesario controlar la temperatura de la matriz lo más uniformemente posible para evitar deformaciones y torsiones de las piezas.
Condiciones de formación del molde de inyección de arbusto de cremallera de dirección de automóvil de TPU
Las condiciones de formación más importantes para el TPU (poliuretano termoplástico) son la temperatura, la presión y el tiempo de flujo de plastificación y enfriamiento. Estos parámetros afectan la apariencia y el rendimiento de los componentes de TPU. Las buenas condiciones de procesamiento deberían permitir obtener partes de color blanco a beige.
1. Temperatura
La temperatura que se controlará durante el moldeo de TPU incluye la temperatura del cilindro, la temperatura de la boquilla y la temperatura del molde. Las dos primeras temperaturas afectan principalmente la plastificación y el flujo de TPU, mientras que la segunda temperatura afecta el flujo y enfriamiento de las piezas moldeadas de TPU.
2. Temperatura del cilindro
La selección de la temperatura del cilindro está relacionada con la dureza del material de TPU. El TPU de alta dureza tiene una alta temperatura de fusión y la temperatura máxima al final del barril también es muy alta. El rango de temperatura del cilindro de procesamiento de TPU es 177 ~ 232 ℃. Generalmente, la distribución de temperatura del barril aumenta gradualmente desde un lado de la tolva (el extremo posterior) hasta la boquilla (el extremo frontal) para hacer que la temperatura del TPU aumente de manera constante y lograr el propósito de una plastificación uniforme.
3. Temperatura de la boquilla
La temperatura de la boquilla suele estar ligeramente por debajo de la temperatura máxima del cilindro para evitar que el material fundido saliva en la boquilla recta. Si se utiliza una boquilla autobloqueante para evitar la salivación, la temperatura de la boquilla también se puede controlar dentro del rango de temperatura máxima del cañón.
4. Temperatura del molde
La temperatura del molde tiene una gran influencia en el rendimiento interno y la calidad de apariencia de los productos de TPU. Depende de la cristalinidad y el tamaño del producto de TPU. La temperatura del molde generalmente se controla mediante un medio de enfriamiento a temperatura constante, como el agua. El TPU tiene alta dureza, alta cristalinidad y alta temperatura de molde. Por ejemplo, texto, dureza 480A, temperatura del molde 20-30 ℃; Dureza 591A, temperatura del molde 30-50 ℃; Dureza 355d, temperatura del molde 40-65 ℃. La temperatura del molde de los productos de TPU es generalmente de 10-60 ℃. La temperatura del molde es baja, el material fundido se congela prematuramente y produce una línea de flujo, lo que no favorece el crecimiento de esferulitas. Por lo tanto, la baja cristalinidad del producto conducirá a un período de cristalización tardío, lo que dará como resultado una contracción tardía y un cambio de rendimiento del producto.
5. Presión
El proceso de inyección es la presión, incluida la presión de plastificación (contrapresión) y la presión de inyección. A medida que el tornillo retrocede, la presión en la parte superior de la masa fundida es la contrapresión, que es regulada por la válvula de alivio. El aumento de la contrapresión aumentará la temperatura de la masa fundida, reducirá la velocidad de plastificación, hará que la temperatura de la masa fundida sea uniforme y de color uniforme, y agotará el gas fundido, pero prolongará el ciclo de formación.
El TPU generalmente tiene una contrapresión de 0.3 ~ 4MPa. La presión de inyección es la presión aplicada sobre el TPU por la parte superior del tornillo. Su función es superar la resistencia al flujo del TPU desde el cilindro a la cavidad, llenar el molde con material fundido y compactar el material fundido. La resistencia al flujo y la velocidad de llenado del TPU están estrechamente relacionadas con la viscosidad del fundido, que está directamente relacionada con la dureza del TPU y la temperatura de fusión. En otras palabras, la viscosidad de la masa fundida no solo depende de la temperatura y la presión, sino que también depende de la dureza del TPU y la velocidad de deformación. Cuanto mayor es la velocidad de cizallamiento, menor es la viscosidad. Cuanto mayor sea la dureza del TPU, mayor será la viscosidad. Relación entre viscosidad y velocidad de cizallamiento de resinas con diferente dureza (240 ℃). A la misma velocidad de cizallamiento, la viscosidad disminuye con el aumento de la temperatura, pero a la velocidad de cizallamiento alta, la viscosidad no se ve afectada por la temperatura tanto como a la velocidad de cizallamiento baja.
La presión de inyección de TPU es generalmente de 20 ~ 110 MPa. La presión de mantenimiento es aproximadamente la mitad de la presión de inyección y la contrapresión debe ser de 1. Por debajo de 4 MPa para una plastificación uniforme del TPU. La viscosidad de la masa fundida depende no solo de la temperatura y la presión, sino también de la dureza y la tasa de deformación del TPU. Cuanto mayor es la velocidad de cizallamiento, menor es la viscosidad. Cuanto mayor sea la dureza del TPU, mayor será la viscosidad. Relación entre viscosidad y velocidad de cizallamiento de resinas con diferente dureza (240 ℃). A la misma velocidad de cizallamiento, la viscosidad disminuye con el aumento de la temperatura, pero a la velocidad de cizallamiento alta, la viscosidad no se ve afectada por la temperatura tanto como a la velocidad de cizallamiento baja. La presión de inyección de TPU es generalmente de 20 ~ 110 MPa.
6. Duración del ciclo
El tiempo de ciclo necesario para completar el proceso de inyección se denomina tiempo de ciclo de moldeo. El tiempo de ciclo incluye el tiempo de llenado, el tiempo de retención, el tiempo de enfriamiento y otros tiempos (abrir, desmoldar, cerrar, etc.), que afectan directamente la productividad laboral y la utilización del equipo. El ciclo de moldeo de TPU generalmente está determinado por la dureza, el grosor y la configuración. El TPU tiene un ciclo corto de alta dureza, el ciclo largo y grueso de las piezas de plástico, a lo largo del complejo ciclo de configuración de las piezas de plástico, y el ciclo de moldeo también está relacionado con la temperatura del molde. El ciclo de moldeo de TPU suele ser de entre 20 y 60 segundos.
7. Velocidad de infusión
La velocidad de infusión depende de la configuración del producto de TPU. Los extremos más gruesos requieren una tasa de inyección más baja, mientras que los extremos más delgados requieren una tasa de inyección más rápida.
8. Velocidad del tornillo
El procesamiento de productos moldeados de TPU generalmente requiere una tasa de cizallamiento más baja, por lo que es apropiada una velocidad de tornillo más baja. La velocidad del tornillo de TPU es generalmente de 20 a 80 r / min, por lo que se prefiere de 20 a 40 r / min.