Requisitos de los clientes sobre productos de parachoques
1. Debe haber descripciones detalladas del producto sobre la tasa de contracción de la materia prima, el espesor de la pared, el tratamiento de la superficie, etc.
2. En la superficie del producto, no debe haber ninguna marca de hundimiento, disparo corto, flash, línea de soldadura, transformación, mancha y otros defectos.
3. La textura de la superficie debe ser confirmada con los clientes y proporcionada por un proveedor profesional.
Requisitos de los clientes sobre el molde de parachoques
1. Molde de acero: para la placa fija o la placa de extracción del núcleo se debe utilizar 2738; y para algunas piezas de galvanoplastia, debe usar NAK80
2. Piezas de repuesto estándar del molde: debe haber un 10% de piezas de repuesto para las piezas que se dañan fácilmente; también se puede comprar dentro de las 24 horas si es necesario
3. Canal caliente: debe utilizar una marca famosa de alta calidad.
4. Análisis del flujo del molde: debe haber un análisis del flujo del molde, para algunas partes requeridas es necesario realizar un análisis de deformación y un análisis de enfriamiento; si la transformación es causada por la estructura del producto, debería considerar revisar la estructura
5. Líneas de agua del molde: debe haber dos o tres veces el diámetro de la cubeta de agua entre la línea de flotación y la superficie del producto; la distancia central de la línea de flotación debe ser de 50-60 mm; la diferencia de temperatura entre la entrada y la salida debe ser inferior a tres grados; debe haber una línea de enfriamiento separada alrededor del canal caliente
6. Ventilación de aire del molde: debe haber una buena ventilación de aire, y el producto no se quemará ni se producirá un disparo corto causado por la retención de aire.
Análisis estructural del parachoques delantero del coche.
1. La forma es compleja, el tamaño es grande y el grosor de la pared es relativamente pequeño. Pertenece a las grandes piezas de plástico de paredes delgadas.
2. Hay muchas nervaduras en el parachoques y la resistencia al flujo de la masa fundida es grande durante el moldeo por inyección.
3. La apariencia del parachoques del automóvil debe ser suave.
Análisis del molde del parachoques delantero del coche
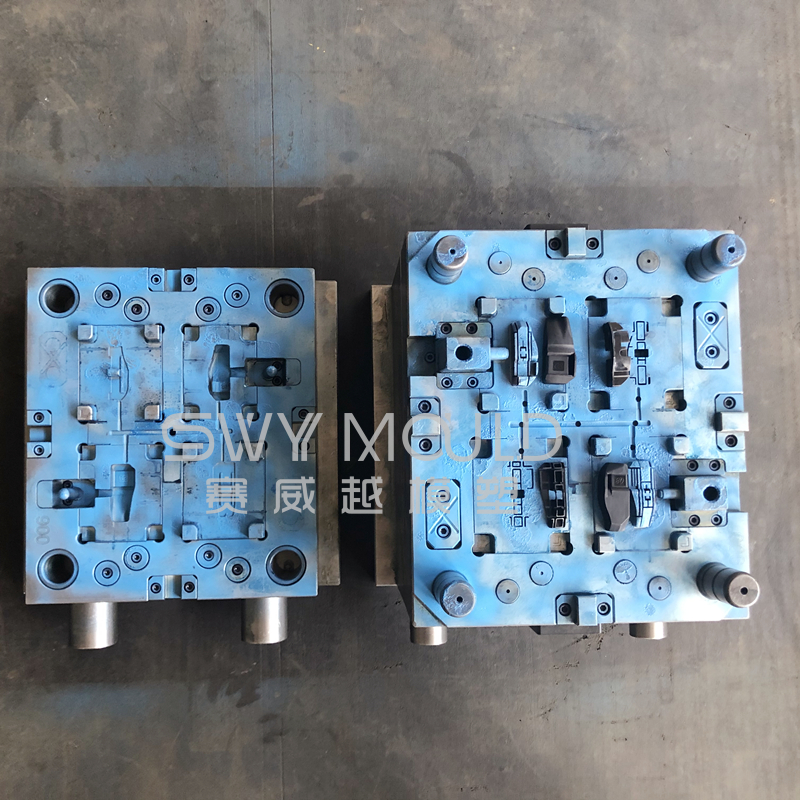
1. Análisis de la estructura del molde
Este molde automotriz tiene una gran cantidad de orificios y está diseñado con ranuras de escape y ranuras de evitación. Esto puede aumentar la vida útil del molde y evitar el parpadeo. El acero del molde es P20, 718 u otro. SWY MOLD utiliza varios equipos de fresado avanzados para mejorar el acabado de la superficie de los moldes de automoción.
2. Análisis del sistema de puerta
El diseño del sistema de canal caliente integrado puede evitar el desperdicio de material y los bajos costos de mantenimiento y reparación. Al mismo tiempo, la tecnología SVG también se utiliza para controlar la apertura y el cierre de la salida de la máquina de moldeo por inyección accionando el cilindro. El flujo de masa fundida en el molde del automóvil es estable, la presión es uniforme y la contracción del parachoques es constante, lo que mejora la precisión dimensional. No solo logra el efecto ideal de la superficie lisa del parachoques del automóvil, sino que también reduce el ciclo de moldeo y mejora la productividad del parachoques.
3. Análisis del sistema de control de temperatura
El sistema de control de temperatura del molde para automóviles determina el ciclo de moldeo del molde y la calidad del producto final. La longitud del canal de agua de enfriamiento no debe ser demasiado diferente para garantizar que la temperatura de cada parte del parachoques descienda uniformemente durante la etapa de enfriamiento y solidificación.
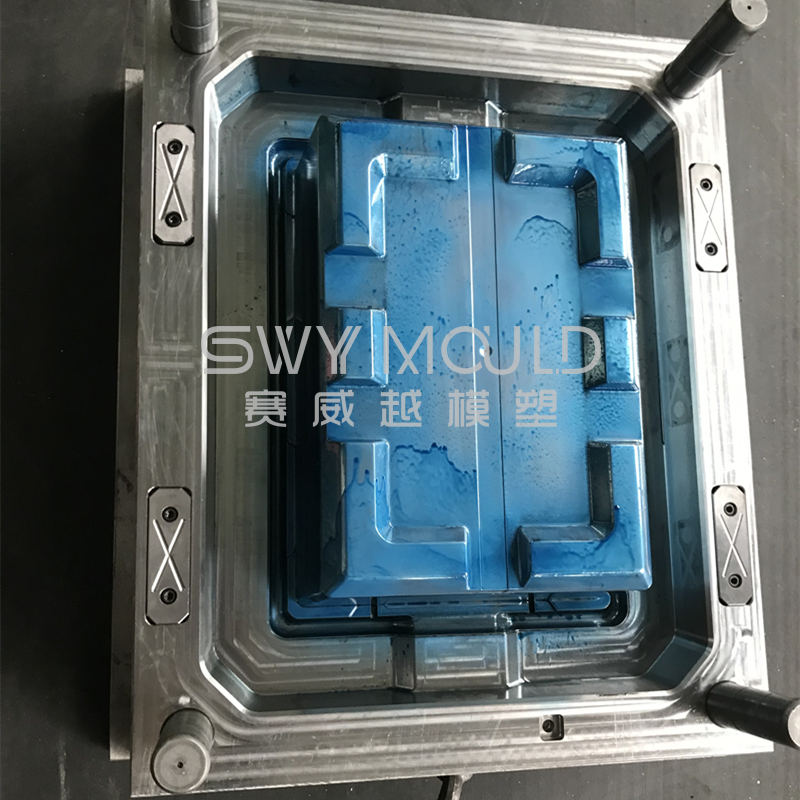
4. Análisis del sistema de desmoldeo
Para el molde de parachoques automotriz, el desmoldeo debe ser suave y seguro. Debido a que el área de contacto es pequeña, es fácil hacer que el dedal choque con la superficie de la cavidad del molde, por lo que el molde del parachoques debe diseñarse para que sea lo más recto posible y se use menos dedal.