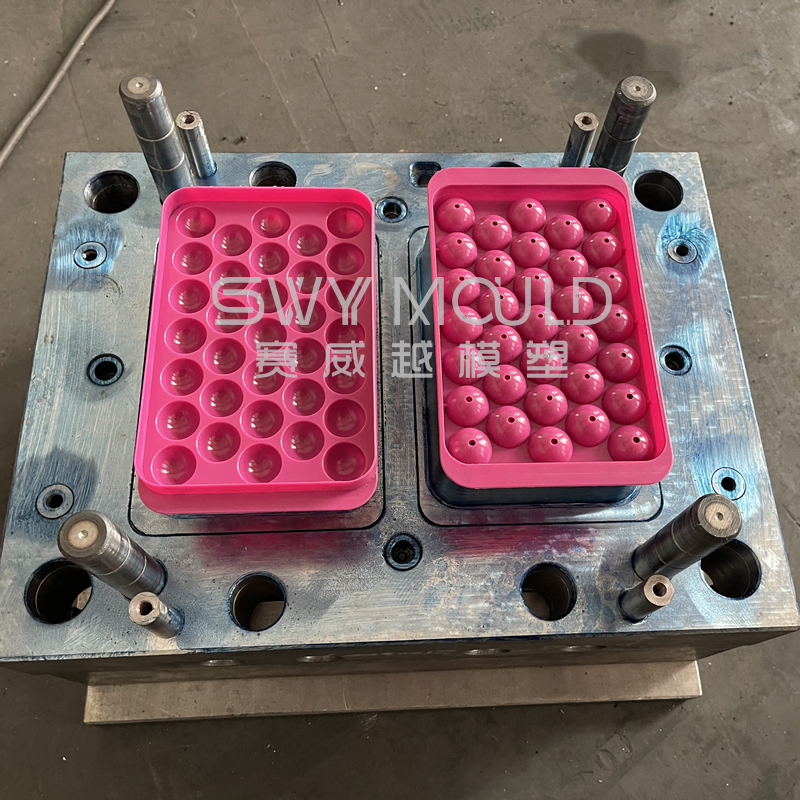
Tecnología de fabricación de moldes de inyección de PP de calidad alimentaria para bandejas redondas de cubitos de hielo
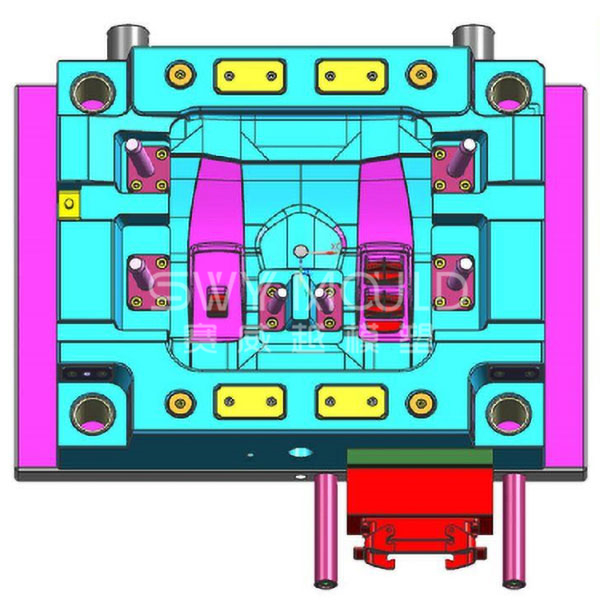
1. Diseño de la estructura del molde.
Los diseñadores profesionales le proporcionan un molde razonablemente diseñado para acortar las horas del ciclo.
La reducción de procedimientos innecesarios mejora la eficiencia.
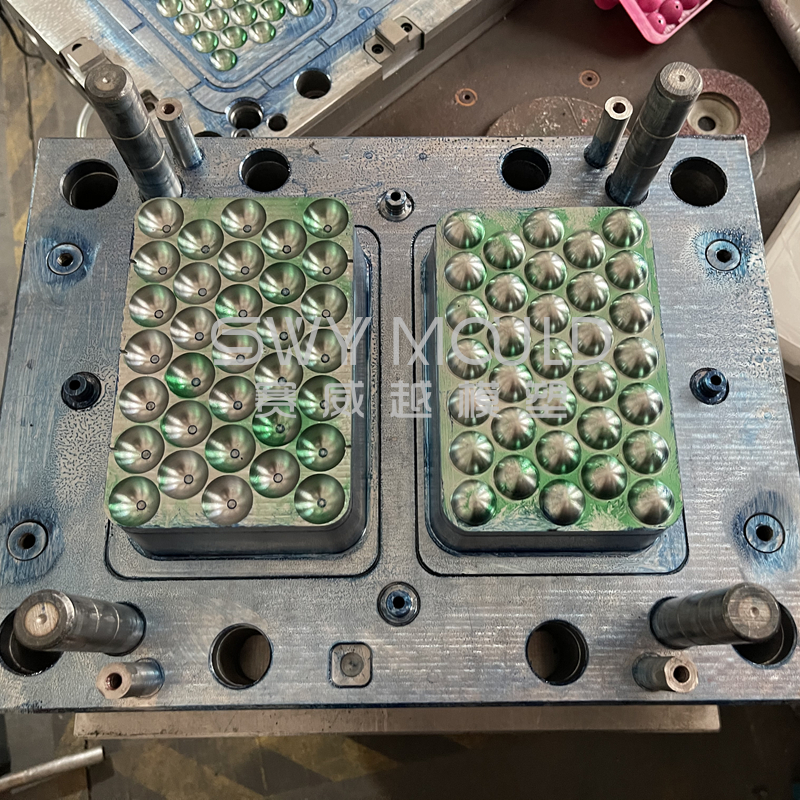
2. Sistema de enfriamiento del molde
De acuerdo con las características estructurales del producto y la apariencia del producto, diseñamos una forma razonable de la puerta para el molde, como una puerta grande, puerta oculta, puerta de ventilador, puerta de aguja, puerta de punta, etc., un canal razonable del diseño del corredor hace que la temperatura del molde se equilibre en el menor tiempo posible para mejorar la precisión y la productividad del molde.
3. Accesorio para molde
La corredera, el pasador guía, el manguito guía, los bloques elevadores, etc., se toman con piezas estándar resistentes al desgaste para garantizar la vida útil del molde.
4. Lidiar con el moho
Enfriando el molde, tratamiento térmico para mejorar la dureza, luego la temperatura de nitruración es más baja, el molde ya no necesitará enfriar el molde con una alta dureza superficial y una resistencia al desgaste superior a HV850.
Varias sugerencias sobre la instalación del molde de inyección.
1. Preparación antes de la instalación
Confirme el circuito de agua de refrigeración, la profundidad de atornillado del tornillo en la placa de la máquina es de 1,5 a 1,8 veces el diámetro del tornillo. Si el tornillo es insuficiente, los dientes se deslizarán fácilmente y el molde puede caerse. Confirmar si los operarios, materiales, herramientas, documentos, equipos auxiliares, etc. necesarios para la producción están completos.
2. Método de colgar el molde.
Cuando el molde colgante no está nivelado, la cavidad del molde antes y después del molde instalado tendrá diferentes pasos. Para la producción de productos de precisión, habrá una concentricidad deficiente, un paso deficiente, una precisión de perfil de diente deficiente y una distancia deficiente.
Al instalar el molde, debemos prestar atención a este problema. Cuando el molde colgante entre y se cierre hasta que la mano pueda empujar una pequeña posición, detenga la sujeción del molde. Afloje y apriete el anillo de elevación, usando el molde anterior como referencia (porque el molde frontal está fijado por un anillo de posicionamiento), observe la parte trasera del molde, cuando el nivel del molde frontal es mejor, la posición de la cavidad del molde es consistente, Continúe cerrando el molde hasta completarlo, pero no inicie la alta presión, es bueno. (El molde superior debe cerrarse por primera vez sin aplicar alta presión. Después de confirmar que el molde se puede cerrar correctamente, se puede aplicar la alta presión)
3. El método de atornillado.
Para moldes con baja temperatura, es decir, una temperatura del molde inferior a 50 grados, se puede cerrar hasta que comience la alta presión, y los moldes delantero y trasero deben apretarse en diagonal. 8 tornillos son suficientes. Cuando la temperatura del molde sea superior a 50 grados, no apriete los tornillos antes de que alcance la temperatura del molde. Después de que la temperatura del molde alcance el inicio de alta presión, apriete los tornillos en diagonal.
El material del molde se hinchará y aumentará de volumen con el aumento de la temperatura. Es más evidente cuando la temperatura del molde es alta. Si los tornillos se aprietan antes de que aumente la temperatura, tendrá un cierto impacto en la vida útil del molde y la precisión del molde.
4. Uso de materiales adjuntos
Cuando el grosor del molde no es suficiente, es necesario instalar una plantilla. Cuando la temperatura del molde es alta, se recomienda instalar un escudo térmico entre la placa de la máquina y el molde. Independientemente de que se trate de una plantilla o de un panel aislante, su planeidad debe ser lo más pequeña posible.
Guías de mantenimiento de moldes de inyección después de producir
La razón para hacer un molde de inyección de plástico es para piezas moldeadas de plástico. Algunos clientes solo compran moldes y los importan a empresas locales de moldeo por inyección para la producción. A otros clientes les gustaría mantener el molde en manos de proveedores chinos y solo importar los componentes de plástico para el ensamblaje.
Cuando los clientes nos piden que mantengamos los moldes en nuestra fábrica para la producción, reparamos y mantenemos los moldes de forma gratuita y prestamos más atención a los siguientes puntos.
1. antioxidante
Evite que el molde de inyección se oxide debido a fugas, condensación, lluvia, huellas dactilares, etc. Usamos pintura azul para proteger la superficie exterior del molde y ponemos aceite de grasa en la superficie del molde cuando finaliza la producción y los mantenemos ordenados en la rejilla del molde.
2. anticolisión
Nuestros trabajadores bien capacitados pueden evitar que el molde se dañe debido a la rotura y la falta de resorte en su lugar cuando se realiza el moldeo por inyección de plástico. Y aseguran transportar los moldes con mucho cuidado desde el estante de moldes hasta el mecanizado por inyección para la producción.
3. Rebabas o daños
Evite las rebabas del molde o los daños causados por una operación no profesional con herramientas duras.
4. Faltan componentes del molde o están dañados
Antes y después de la producción de moldeo por inyección, nuestros trabajadores deben revisar el molde cuidadosamente y evitar que se dañe debido a componentes faltantes o dañados, como la rotura de los pasadores eyectores, las varillas de unión faltantes y las arandelas durante el uso.
5. Lesión por presión
Los trabajadores de SWY operan bien y revisan con cuidado, lo que puede evitar que el molde de inyección se bloquee debido a los residuos del producto, lo que causará lesiones por presión del molde.
6. Falta de suficiente presión
Una presión demasiado baja dañará el molde de inyección, debemos asegurarnos de que haya suficiente presión al hacer la producción.
7. Inspección periódica del molde.
Para los moldes que no tienen producción durante más de 2 meses, realizamos inspecciones periódicas y nos aseguramos de que puedan usarse en cualquier momento cuando los clientes realizan pedidos de producción.
Un buen mantenimiento regular de los moldes de inyección de plástico también es un elemento muy importante para garantizar una producción de moldeo sin problemas, no solo ahorra posibles costos de reparación en el futuro, sino que también asegura el tiempo de entrega de la producción. SWY MOLD tiene muchos moldes que permanecen en nuestra fábrica para la producción y tiene suficiente experiencia para realizar el mantenimiento, en este caso, podemos asegurarnos de que la producción sea oportuna y sin problemas para todos nuestros clientes.