Análisis de flujo de molde de molde de doble ranura de plástico WM
El análisis del flujo del molde incluye las etapas de llenado y empaque del proceso de moldeo por inyección. Estas etapas producen algunos de los resultados más importantes para evaluar el diseño de un producto para la fabricación por moldeo por inyección.
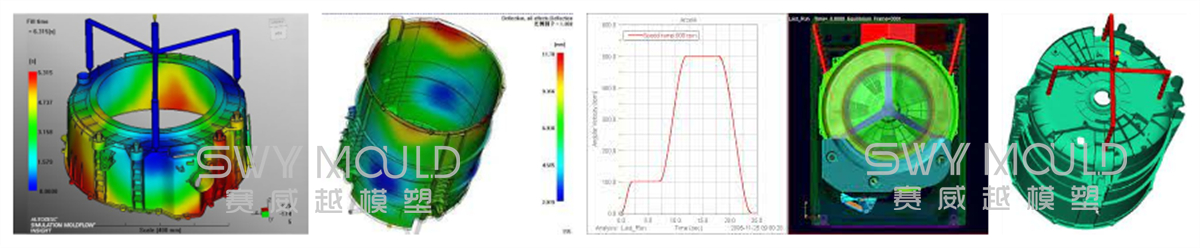
Los resultados de deformación se pueden utilizar para identificar áreas de deformación y contracción excesivas, haciendo referencia a los dibujos y tolerancias del producto; es posible tomar medidas punto a punto de los resultados del análisis para garantizar que las dimensiones críticas estarán dentro de la tolerancia después del moldeado.
Tiempo de llenado: perfiles de velocidad y tamaño de disparo (específico de la máquina)
Tiempo de congelación: hora de congelar el corredor, la puerta y la pieza.
Tiempo y presión de envasado: perfiles de fase de envasado (específicos de la máquina)
Requisitos de ventilación
Ubicaciones de las líneas de soldadura
Contracción volumétrica: valores de contracción para varias geometrías de piezas
Velocidad de cizallamiento: velocidades de cizallamiento generadas durante el llenado y empaque
Presión en el cambio de V / P
Presión de inyección: tasas de presión experimentadas durante el llenado y envasado.
Los informes y resultados se pueden adaptar a solicitudes específicas de resolución de problemas de piezas.
¿Cómo evitar las marcas de hundimiento al moldear por inyección productos de plástico?
Intuitivamente, la uniformidad del grosor de las partes se atribuye a menudo a las marcas de hundimiento, pero la mayoría de los investigadores han llegado a la conclusión de que tal concepción es muy vaga o subjetiva.
En cambio, es la distribución del espesor de la parte con respecto al punto de inyección (puerta) hacia el punto extremo en la trayectoria del flujo de masa fundida, es decir, el último punto de llenado. Un buen espesor de pieza de moldeo por inyección siempre debe disminuir (no uniforme) a lo largo de la trayectoria del flujo y esa magnitud de disminución del espesor es el factor principal responsable de las marcas de hundimiento.
También necesita conocer el estado de la geometría de la pieza que está intentando moldear. ¿Se hunde sobre la parte superior de una nervadura, característica de pieza o se hunde sobre una superficie plana sin características en la parte trasera? Si la condición es sobre una costilla o una característica de la parte trasera, deberá saber cuál es la proporción de stock de la costilla a la pared y el material que está tratando de moldear. Si no hay una característica en la parte trasera, aún necesitará el material que está moldeando y el grosor del material, así como una copia del proceso con el que está moldeando.
Dado que esta pieza es de ABS, debe tener una relación de stock de costilla a pared por debajo del 40%. Todo lo que esté por encima tendrá una tendencia a mostrar un hundimiento en la clase A debido a la acumulación de masa detrás de él. Si está por debajo del 40% de la proporción de existencias de nervadura a pared, entonces necesitaremos ver su hoja de proceso y un diseño de piezas y guías en la herramienta.
Las variaciones repentinas de espesor contribuyen directamente a hundir las marcas debido al enfriamiento diferencial y al empaque insuficiente. Por lo tanto, la mejor manera de abordar el problema es mediante una distribución de espesor cuidadosamente controlada en el diseño del producto.
La mayoría de las marcas de hundimiento son causadas por un diseño deficiente o un control deficiente del proceso en la máquina. El motivo de la marca de hundimiento es una diferencia de temperatura entre la capa exterior de la pieza y el núcleo interior (normalmente el núcleo interior está más caliente). por lo tanto, si elimina el calor masivo en el núcleo interno (como reducir el grosor de la pared de nervaduras o protuberancias), tendrá una solución bastante buena, pero también debe controlar el proceso (tiempo de enfriamiento, empaque, etc.), procesando también de forma independiente contribuyen a las marcas de hundimiento .., Básicamente, la presión y la temperatura de inyección (procesamiento) son principalmente de polímero y luego dependen del molde y de la máquina. es decir, variables de estado de fusión de inyección. Por lo tanto, la forma / características de la pieza tienen muy poco que ver con el ajuste de la inyección al estado de fusión.
Sin embargo, se puede lograr un buen control para prevenir los sumideros aumentando la tasa de intensificación del empaquetamiento, esta técnica también puede compensar considerablemente la variación de la distribución del espesor, que es bastante frecuente.